You may not be a master by the end, but at least you’ll know PLC doesn’t stand for “Play-Lego-Club.”
For those new to industrial automation, the term PLC often feels intimidating. Among the various brands, Siemens PLCs are likely the first—and most frequently encountered—stars of automation. Don’t worry if you think PLC programming is only for experts. Think of this guide as your first sip of automation: smooth, approachable, and energizing. We’ll walk you through the essentials and show you how to “write code that makes machines move.”
1. What Are the Different Siemens PLC Models?
The Siemens PLC lineup is like the Avengers of automation. Key models include:
- S7-200: Ideal for small projects. Though discontinued, the S7-200 Smart series remains popular, especially in China, due to its strong cost-performance ratio.
- S7-300 / S7-400: The backbone of mid-to-large industrial control systems. While being gradually replaced, these models are still widely used worldwide.
- S7-1200: Siemens’ current go-to for small to mid-sized automation projects. It’s modular, affordable, and packed with features—perfect for beginners.
- S7-1500: The flagship for high-performance automation and Industry 4.0 applications, offering superior speed, diagnostics, and scalability.
2. Which Software Do You Use to Program Each PLC?
Just as a fine horse needs a fine saddle, each Siemens PLC has its own programming software:
- S7-200: Uses STEP 7 MicroWIN
- S7-300 / S7-400: Uses classic STEP 7
- S7-1200 / S7-1500: Use TIA Portal (Totally Integrated Automation)
TIA Portal is Siemens’ all-in-one platform for PLCs, HMIs, drives, and more—offering a unified environment for development and digitalization.
3. What’s the Most Common Setup in Use Today?
The most widely used combination today is S7-1200 + TIA Portal. It delivers stable performance, abundant learning resources, and an intuitive drag-and-drop interface, making it perfect for both beginners and professionals.
4. Who’s the Future Star?
Without a doubt, it’s S7-1500 + TIA Portal.
Tailored for smart manufacturing, the S7-1500 supports multi-core processing, faster cycles, and advanced networking. Key features include:
- Advanced diagnostics
- Web server support
- Redundant system architectures
- Integrated safety programming
It’s the top pick for high-end, next-generation industrial automation systems.
5. Programming Options for S7-1500 in TIA Portal
TIA Portal supports multiple programming languages for the S7-1500 PLC:
- LAD (Ladder Logic): Visual and intuitive—ideal for users with an electrical background.
- FBD (Function Block Diagram): Logic-focused; programming feels like building with blocks.
- STL (Statement List): Assembly-style programming for compact, fast code.
- SCL (Structured Control Language): High-level language resembling Pascal or C, used for data-heavy and complex logic.
- GRAPH (Sequential Function Chart): Ideal for sequence control in packaging or conveyor systems.
6. Which Language Is Most Widely Used?
LAD (Ladder Logic) is the most popular among beginners and field technicians due to:
- Clear and visual logic structure
- Easy learning curve
- Simple debugging and troubleshooting
For those transitioning from electrical maintenance to PLC programming, LAD is often the best starting point.
7. Common LAD Symbols Every Beginner Should Know
Ladder Logic is built around standard graphical elements. Here are the must-know symbols:
| Symbol | Name | Function | Example Use |
|---|---|---|---|
| –[ ]– | Normally Open Contact | Activates when true | Start motor when button is pressed |
| –[ / ]– | Normally Closed Contact | Deactivates when true | Stop motor when button is released |
| –( ) | Coil (Output) | Executes an output | Turn on lamp or motor |
| –( S ) / –( R ) | Set/Reset Coil | Latches or resets state | Alarm latching and reset |
| TON / TOF | Timers | Delays for on/off actions | Start fan 2 seconds later |
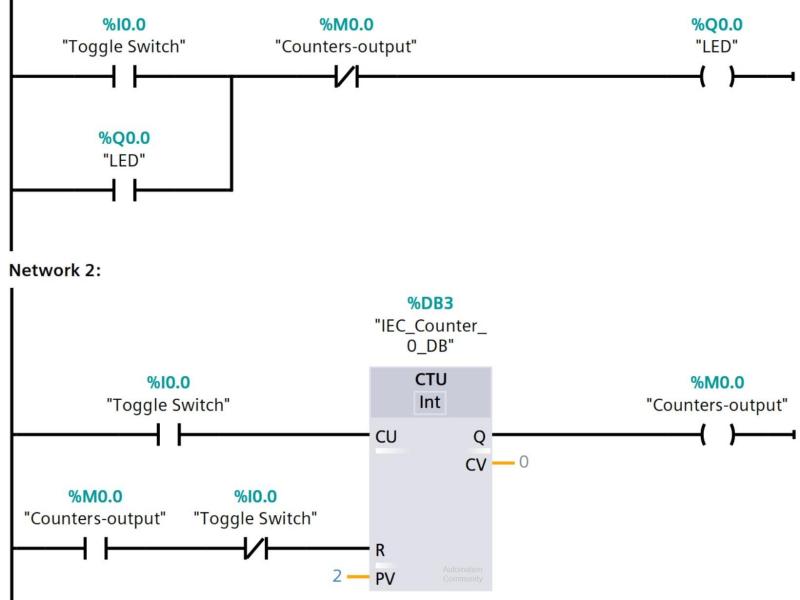
| CTU / CTD | Counters | Count up/down in processes | Stop at 100 units |
| MOVE | Data Transfer | Transfers data between addresses | Send sensor data to HMI |
💡 Pro Tip: LAD may look simple, but it underpins most real-world automation. Master these symbols to start building basic control logic today.
8. Sample LAD Program: Basic Motor Start/Stop Control
A foundational project in PLC training is the self-holding motor control circuit.
Goal:
- Press “Start” → motor runs
- Release “Start” → motor keeps running
- Press “Stop” → motor stops
Ladder Logic Overview:
- Normally open Start button triggers motor coil
- Normally closed Stop button interrupts the loop
- Self-holding logic keeps the motor running after button release
This logic is easily built in TIA Portal using graphical blocks and is frequently used in fans, pumps, and conveyor systems. It’s the “Hello World” of industrial control!
Summary: One Last Word
Learning PLC programming is like learning a new language—not one that displays web pages, but one that powers machines, lights indicators, and drives motors. Siemens PLCs, from S7-1200 to S7-1500, and languages from LAD to SCL, offer a flexible ecosystem ideal for both beginners and experts.
We recommend:
- 🟩 Hardware: Siemens S7-1200
- 🗭 Software: TIA Portal
- 🟨 Language: LAD (Ladder Logic)
This combination is the most popular entry point and is widely used across real-world applications.
As automation evolves, mastering PLC programming is more than a technical skill—it’s your passport to smart manufacturing. And Siemens PLCs? They’re the gold standard on that journey.


